 中
中 英
英







Current location:Home > Technical Resources > Application Cases > Microgrid solutions > Factory microgrid
Factory microgrid
In manufacturing production and operations, a stable and economical power supply is crucial for ensuring production efficiency and cost control. As an important production base in the region, Fuchuang's Qidong factory had long been plagued by power shortages, affecting production continuity and leading to high electricity costs. To completely resolve this situation, the factory invested in the construction of an 1198kW microgrid project, integrating multiple energy sources including solar, energy storage, wind, diesel, and grid power. Now officially operational, the project has successfully addressed a series of power-related pain points, achieving its goal of reducing electricity costs by 30%, and providing a high-quality model for energy optimization in manufacturing plants.
I. Project Background: Electricity Dilemmas in Manufacturing Factories
Fuchuang Qidong Factory primarily undertakes the production and processing of various industrial products. The factory area comprises three core areas: production area, office area, and living area, encompassing diverse critical loads such as transformers, air compressors, elevators, aging rooms, air conditioners, CNC lathes, dehumidifiers, wave soldering machines, and air source heat pump water heaters. With the expansion of production scale, the factory's original power supply system gradually became unable to meet the demand, highlighting a series of electricity problems that became a stumbling block to the factory's development.
II. Core Pain Points: Six Major Problems Plaguing Factory Operations
1. Prominent Transformer Overcapacity Problem: The factory's 250KVA transformer has been operating under overload conditions for a long time. This not only frequently triggers overcapacity fines from the power company, increasing additional costs, but also accelerates equipment wear and tear due to prolonged high-load operation, leading to increased maintenance frequency and difficulty, and a simultaneous increase in maintenance costs and downtime risks.
2. Frequent Power Outages During Peak Electricity Consumption Periods: During peak production seasons or daily peak electricity consumption periods (such as 9:00-11:00 AM and 2:00-4:00 PM), the factory's overall electricity load surges, far exceeding the capacity of the original power supply system, resulting in frequent power outages. Each power outage causes production line shutdowns and equipment restarts, not only creating the risk of product scrap but also delaying order delivery, causing direct economic losses to the factory.
3. Chaotic Critical Load Management: The factory area has a complex mix of load types, with vastly different requirements for power supply stability. For example, production equipment such as CNC lathes and wave soldering machines require continuous and stable power; a power outage could render processed workpieces unusable. A power outage in the aging room would affect product testing results; and a shutdown of the air compressor would cause insufficient air pressure, bringing the entire production line to a standstill. However, previously, there was a lack of a scientific load management mechanism, making it impossible to prioritize power supply based on load importance.
4. Non-compliant Power Factor: Due to the presence of numerous inductive loads (such as air compressors and motors) in the factory, the overall power factor is low, consistently below the power department's requirement of 0.9.
This not only triggers power factor penalties but also increases reactive power losses in the power grid, reducing energy utilization efficiency.
5. Severe Harmonic Pollution: Precision equipment such as CNC lathes and wave soldering machines generate a large number of harmonics during operation. These harmonics, injected into the power grid, not only interfere with the normal operation of other equipment (e.g., causing frequent malfunctions of air conditioners and dehumidifiers), but also accelerate the aging of power equipment such as transformers and cables, shortening their lifespan, and increasing power loss.
6. High Electricity Costs: Affected by multiple factors such as transformer overcapacity penalties, power factor penalties, high electricity prices during peak hours, and low energy efficiency, the factory's monthly electricity costs remain high and are showing an upward trend year by year, severely squeezing product profit margins. Based on this, the factory has clearly proposed a core construction goal of "reducing electricity costs by 30%".
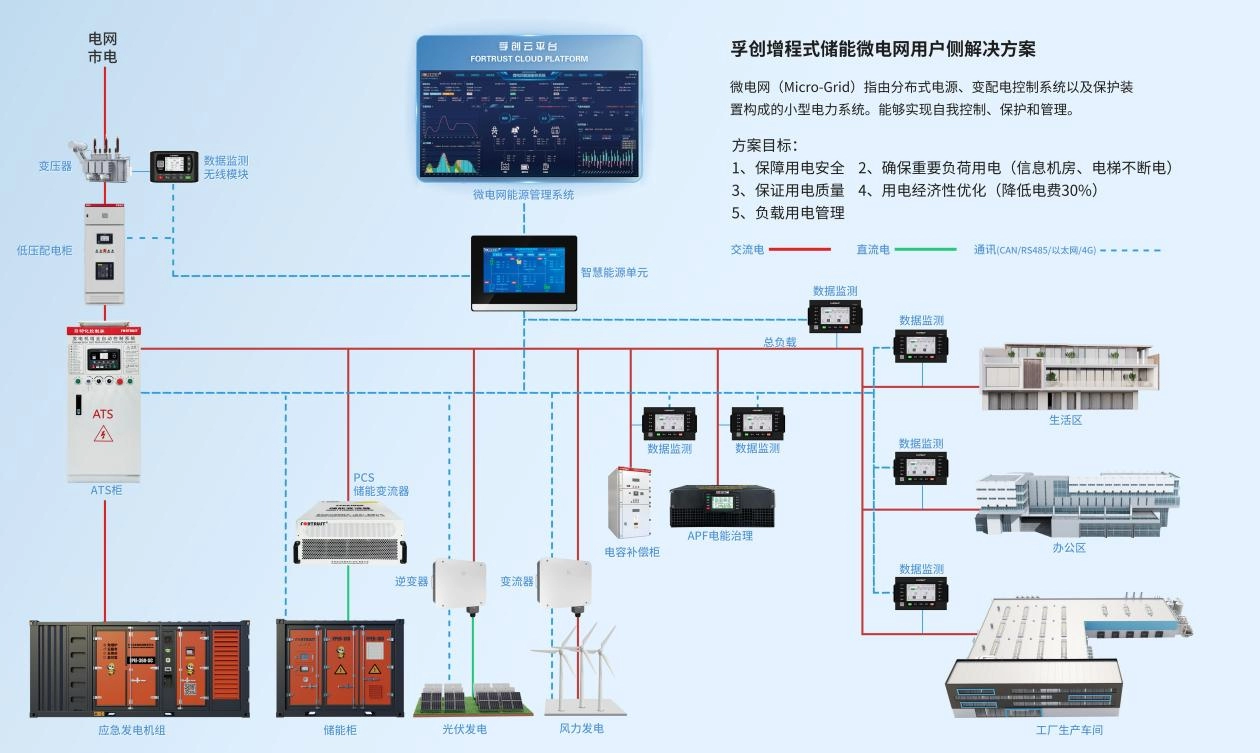
III. Solution: Constructing a 1198kW Multi-Energy Complementary Microgrid
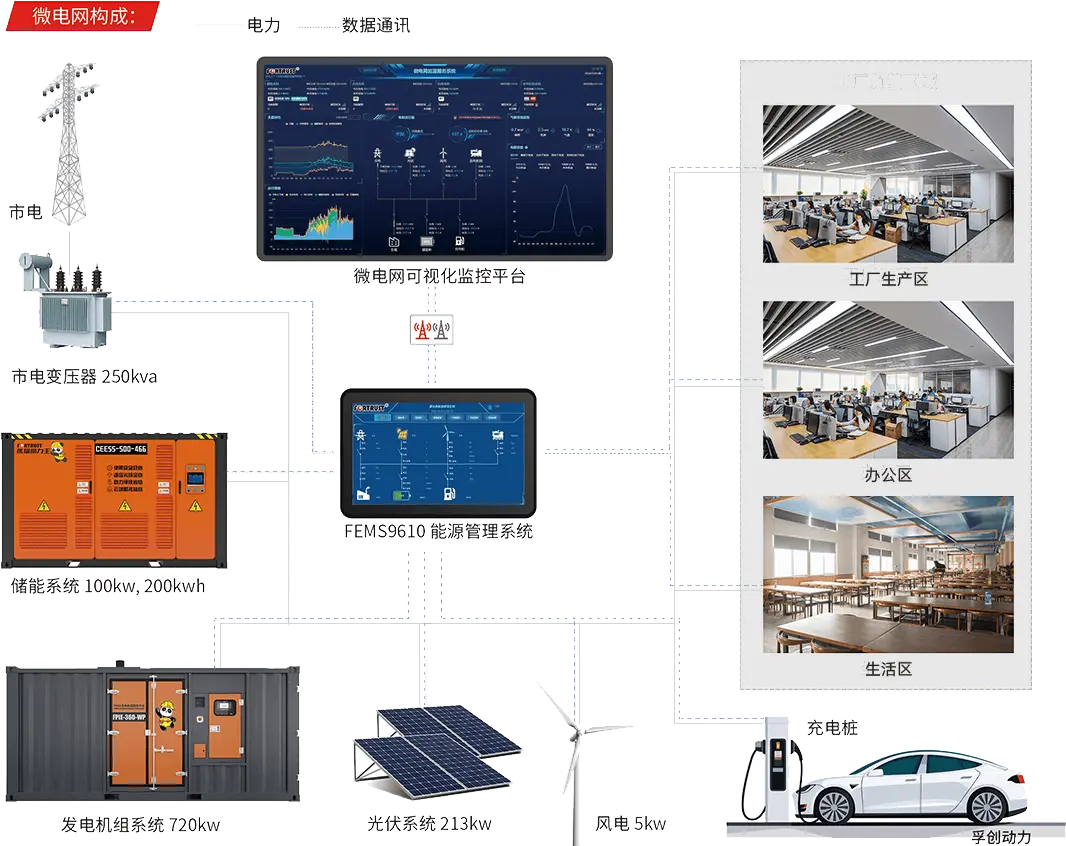
To address the aforementioned pain points, Fuchuang Qidong Factory, in collaboration with a professional energy service provider, designed and constructed a 1198kW multi-energy complementary microgrid system. Through coordinated management of "source, grid, load, and storage," it achieves efficient energy utilization and optimized electricity costs.
(I) Core Components of the Microgrid
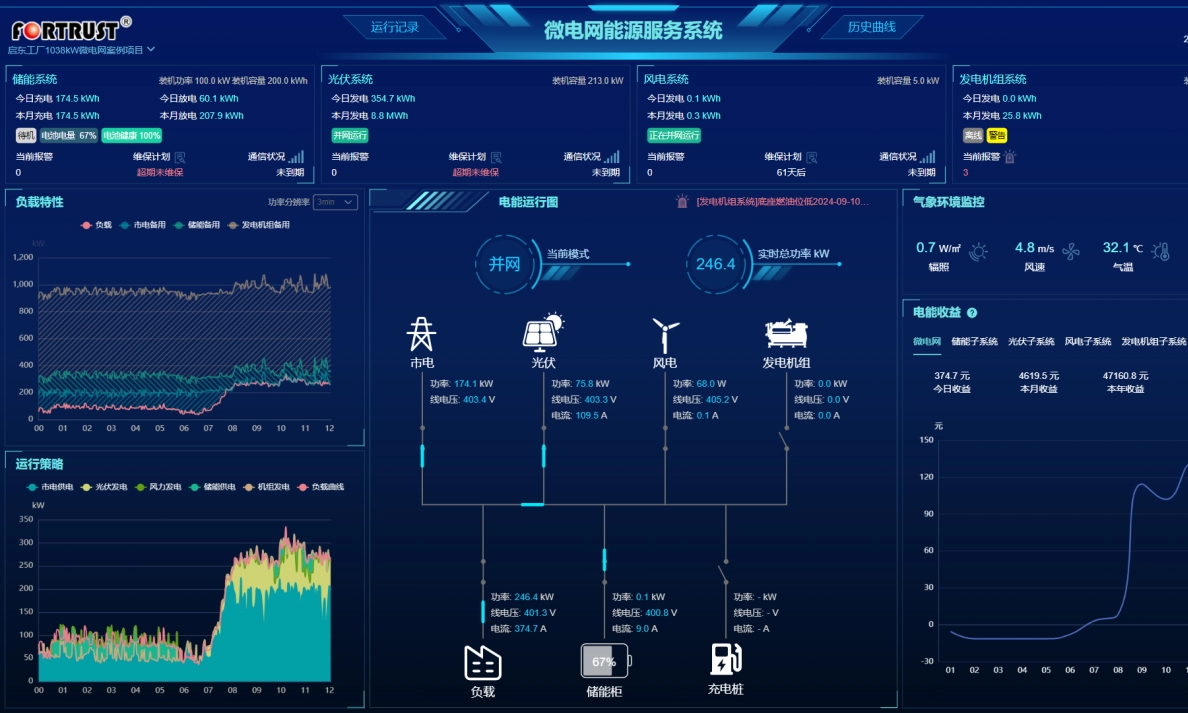
1. Energy Storage System (100kW/200kWh): Serving as the microgrid's "energy buffer," this system utilizes lithium iron phosphate battery energy storage, primarily responsible for peak shaving, valley filling, and emergency power supply. During peak electricity demand, the energy storage system rapidly discharges to supplement the mains power supply gap and prevent power outages; during off-peak hours, it stores excess mains power or renewable energy, reducing the amount of mains power purchased during peak periods.
2. Photovoltaic System (213kW): Distributed photovoltaic modules will be installed on the factory roof and in open areas to generate electricity using solar energy. Photovoltaic power will prioritize the factory's own needs; surplus power will be stored in an energy storage system or fed into a microgrid, reducing reliance on mains power and lowering fossil fuel consumption.
3. Wind Power System (5kW): Taking advantage of the wind resources in Qidong, small wind turbines will be installed on the factory perimeter as a supplement to the photovoltaic system, further increasing the proportion of renewable energy and diversifying energy supply sources.
4. Generator Set System (620kW): A diesel generator set will be configured as an emergency backup power source. In the event of mains power failure, insufficient renewable energy output, or depletion of energy storage capacity, the generator set will start quickly, ensuring continuous power supply to critical loads such as the aging room and CNC lathes, preventing production interruptions.
5. Mains Transformer (250kVA): The existing 250kVA transformer will be retained as the primary power source. The mains power consumption will be rationally allocated through a microgrid management system to control the transformer load rate within a safe range and eliminate the risk of overcapacity.
6. Charging Pile System (60kW): DC charging piles will be installed in the factory parking lot to provide charging services for factory commuter vehicles. Through microgrid management, the charging piles will prioritize the use of renewable energy sources such as photovoltaic and wind power, and charging will be avoided during peak electricity consumption periods to prevent increasing the load on the power grid.
(II) Intelligent Load Management Strategy
To address the different load characteristics of the three major areas, the microgrid system adopts a "hierarchical control and dynamic scheduling" load management scheme:
• Production Area: Core production loads such as CNC lathes, wave soldering machines, and air compressors are classified as Level 1 loads, with priority given to ensuring power supply; aging rooms are classified as Level 2 loads to ensure power supply stability; through intelligent switches and monitoring modules, the load operating status is monitored in real time, and in the event of grid fluctuations, non-essential auxiliary equipment is prioritized for disconnection to ensure the operation of core loads.
• Office Area: Loads such as air conditioners and lighting are classified as Level 3 loads. During peak electricity consumption periods, the load can be reduced through temperature control and lighting zone control to reduce energy consumption.
• Living Area: Loads such as air source heat pump water heaters and public lighting are classified as Level 4 loads, adopting a staggered operation mode to utilize off-peak hours at night for heating and water supply, avoiding the occupation of peak power resources. Furthermore, charging should be avoided during peak electricity consumption periods to prevent increasing the load on the power grid.
(III) Power Quality Management Measures
1. Power Factor Management: Configure SVG (Static Var Generator) in the microgrid system to compensate for reactive power generated by inductive loads in real time, raising the overall power factor of the factory to above 0.95, eliminating power factor penalties, and reducing reactive power losses in the power grid.
2. Harmonic Management: Install Active Power Filters (APFs) to accurately detect and suppress harmonic components in the power grid, controlling the Total Harmonic Distortion (THD) to within 5%, meeting national power quality standards, reducing harmonic interference and damage to equipment, and extending equipment lifespan.
IV. Implementation Results: Pain Points Completely Solved, Significant Economic Benefits
(I) Core Components of the Microgrid
Since the project was put into operation, all functions have been operating stably, the factory's power supply difficulties have been completely resolved, and economic and operational benefits have improved simultaneously:
1. Zero Overcapacity Penalties, Reduced Maintenance Costs:Through the load regulation of the microgrid system, the load rate of the 250kVA transformer is stably controlled within 80%, completely eliminating overcapacity penalties; the equipment operating status tends to be stable, the maintenance frequency is reduced by 30%, and annual maintenance costs are saved by approximately 80,000 yuan.
2. Peak-hour tripping completely eliminated: During peak electricity consumption periods, the energy storage system and generator sets work together to replenish power, effectively smoothing load fluctuations. Since its commissioning, there has not been a single power outage caused by overload, ensuring production continuity. The indirect benefits from avoiding product scrap and order delays average over 500,000 yuan annually.
3. Stable power supply to critical loads: Through a tiered management strategy, the reliability of power supply to core production loads has increased to 99.9%, the failure rate of equipment such as aging rooms and air compressors has decreased by 40%, and production efficiency has increased by 15%.
4. Power quality meets standards: The power factor is stable between 0.95 and 0.98, and the harmonic distortion rate is controlled within 4.2%, fully meeting the requirements of the power sector. This not only eliminates related fines but also reduces equipment wear and extends the service life of transformers, cables, and other equipment.
5. 30% Electricity Cost Reduction Target Achieved: Thanks to renewable energy generation (approximately 200,000 kWh of annual photovoltaic power generation and approximately 4,000 kWh of annual wind power generation), utilization of peak-valley electricity price differences (energy storage during off-peak hours and discharge during peak hours, saving approximately 120,000 RMB in electricity costs annually), and improved power utilization efficiency, the factory's total annual electricity cost decreased from 1.2 million RMB before the project to 840,000 RMB, successfully achieving the construction goal of "reducing electricity costs by 30%", with a direct annual economic benefit of 360,000 RMB.
V. Project Summary and Lessons Learned
The successful commissioning of the 1198kW microgrid project at the Fuchuang Qidong factory not only solved the factory's long-standing electricity problem but also achieved significant economic and environmental benefits.
The core value of this project lies in its multi-energy complementary model of "photovoltaic, energy storage, wind, diesel, and grid power," which breaks the limitations of relying solely on grid power and enhances the stability and flexibility of energy supply. By leveraging intelligent load management and power quality control technologies, it maximizes electricity efficiency. Ultimately, with a clear goal (reducing electricity costs by 30%), it provides replicable and scalable practical experience for energy transformation in manufacturing plants.
In the future, the Fuchuang Qidong plant plans to further optimize its microgrid system, such as expanding photovoltaic capacity and introducing AI intelligent scheduling algorithms, continuously increasing the proportion of renewable energy and refining energy management, steadily moving towards the goal of a "zero-carbon factory."
Label:
Related Products